Here are some tips on conductor solderability with wire systems
An important property of a wire conductor is solderability (the ease of soldering the conductor) with wire systems. This property is greatly affected by the type of platting a wire has. Some conductor platting types such as Tin provide for an easy wetting of the conductor and soldering. Other platting types such as Nickel-platted conductors make soldering more difficult.
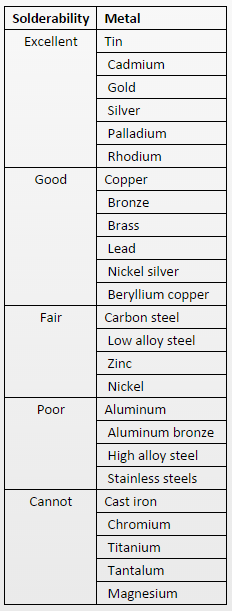
The following is a listing of metals ranked by solderability.
{kind=link}
| Solderability | Metal |
|---|---|
| Excellent | Tin |
| Cadmium | |
| Gold | |
| Silver | |
| Palladium | |
| Rhodium | |
| Good | Copper |
| Bronze | |
| Brass | |
| Lead | |
| Nickel silver | |
| Beryllium copper | |
| Fair | Carbon steel |
| Low alloy steel | |
| Zinc | |
| Nickel | |
| Poor | Aluminum |
| Aluminum bronze | |
| High alloy steel | |
| Stainless steels | |
| Cannot | Cast iron |
| Chromium | |
| Titanium | |
| Tantalum | |
| Magnesium |
The problems associated with poor solderability can be sometimes overcome with the selection of solder as well as the temperature at which the soldering is performed.
TESTING SOLDERABILITY
One standard that does exist that addresses solderability of wire is MIL-STD-202. The following is an excerpt of the solderability test standard (Revision G):
PURPOSE
he purpose of this test method is to determine the solderability of all terminations, which are normally joined by a soldering operation. This determination is made on the basis of the ability of these terminations to be wetted by solder and the predictability of a suitable fillet resulting from a solder application. These procedures will verify that the pre-assembly lead finish provides a solderable surface of sufficient quality to enable satisfactory soldering.
PROCEDURE
The solderability test shall be performed in accordance with ANSI/J-STD-002 “Solderability Tests for Component Leads, Terminations, Lugs, Terminals and Wires” and herein. The following details and exceptions shall apply:
- Contractual agreements: The contractual agreements statement in ANSI/J-STD-002 shall not apply. Any exceptions to the requirements specified in ANSI/J-STD-002 and this test method shall be documented in the individual military procurement document or approved by the procuring military activity.
- Coating durability: The coating durability category (from ANSI/J-STD-002) shall be as follows:
- Category 2 - for stranded wire (1 hour ±5 minutes steam aging with insulation removed).
- Category 3 - for all other components (8 hours ±15 minutes steam aging).
- Test method: The test method used (from ANSI/J-STD-002) shall be as follows:
- Test A - for through-hole mount and surface mount leaded components, solid wire less than .045 inch diameter and stranded wire 18 AWG or smaller. If not otherwise specified in the procurement document, angle of immersion for surface mount leaded components shall be 90°.
- Test B - for surface mount leadless components.
- Test C - for lugs, tabs, terminals, solid wire greater than .045 inch diameter and stranded wire larger than 18AWG.
SOLDERING IRON TEST METHOD
When specified in the individual specification, the soldering iron test method shall be performed as specified herein.
- Apparatus: The soldering iron used shall be temperature controlled and shall be capable of maintaining the measured idling tip temperature within ±5.5°C. Three-wire cords and tip grounding shall be used. The solder iron shall be of such design as to provide zero voltage switching. Solder guns of the transformer type shall not be used.
- Materials: The solder shall be composition Sn60Pb40A or Sn63Pb37A of ANSI/J-006 “Requirements for Electronic Grade Solder Alloys and Fluxed and Non-Fluxed Solid”
If you are interested in wire systems, you may want to read Results of Intrusive Inspection on Wire Systems.